Series U

Light duty double flanged design for simple axle articulation, simple turntables, assembly or welding jigs.
- Overview
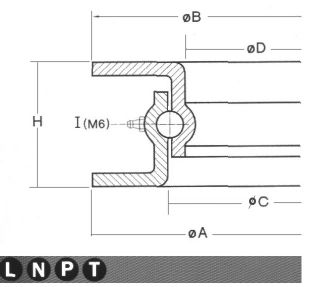
- Dimensions
- Technical
These are not considered to be precision bearings. They are formed by bending a steel section into a circle into which a raceway is rolled. A ball set is injected through a hole which is then sealed. As a result the diameter tolerances are very large in comparison to slewing ring bearings - typically dia +/- 3 - 5mm or more in some cases.
These are light duty flanged bearings and suited only to concentric, applied loads with limited oscillation. They are not suited to applications in which high moment loads or continuous rotation occur.
Trailer rings should be mounted on flat surfaces with at least 50% of the ring circumference supported. Plates welded to the frame can be used to transmit radial forces and relieve load on the bolts (Grade 8.8 or 10.9), minimum diameter 16mm. (See more technical information here)
Need help?
Should you require assistance in selecting the right product phone our slewing ring experts on 01952 222300 or e-mail slewingrings@nbcgroup.co.uk
|
NBC stock code
|
Dimensions
|
Grease points
|
Ball f
|
Mass
|
Thrust
|
||||
|
H
|
A
|
B
|
C
|
D
|
|
|
load
|
||
|
(mm)
|
(mm)
|
(mm)
|
(mm)
|
(mm)
|
(mm)
|
(kg)
|
(ton)
|
||
|
|
|||||||||
|
U01L030
|
55
|
298
|
293
|
220
|
200
|
1
|
12
|
5
|
0.5
|
|
U01L040
|
55
|
400
|
400
|
320
|
300
|
1
|
12
|
8
|
0.75
|
|
U01L050
|
55
|
500
|
500
|
420
|
400
|
1
|
12
|
10
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
U01N060
|
65
|
600
|
600
|
516
|
490
|
2
|
14
|
18
|
1.7
|
|
U01N065
|
65
|
650
|
650
|
568
|
543
|
2
|
14
|
20
|
1.7
|
|
U01N070
|
65
|
700
|
700
|
620
|
594
|
2
|
14
|
22
|
2.2
|
|
U01N075
|
65
|
750
|
750
|
668
|
640
|
2
|
14
|
24
|
2.2
|
|
U01N080
|
65
|
800
|
800
|
718
|
690
|
2
|
14
|
26
|
2.5
|
|
U01N085
|
65
|
850
|
850
|
767
|
742
|
2
|
14
|
28
|
3
|
|
U01N090
|
65
|
900
|
900
|
820
|
793
|
2
|
14
|
30
|
3.5
|
|
U01N095
|
65
|
950
|
950
|
870
|
843
|
2
|
14
|
31
|
3.5
|
|
U01N100
|
65
|
1000
|
1000
|
920
|
895
|
2
|
14
|
33
|
4
|
|
U01N105
|
65
|
1050
|
1050
|
970
|
945
|
2
|
14
|
35
|
4.5
|
|
|
|
|
|
|
|
|
|
|
|
|
U01P090
|
80
|
890
|
895
|
795
|
766
|
2
|
16
|
36
|
5
|
|
U01P100
|
80
|
1010
|
1015
|
916
|
888
|
2
|
16
|
42
|
6
|
|
U01P110
|
80
|
1100
|
1105
|
1005
|
976
|
2
|
16
|
45
|
6.5
|
|
|
|
|
|
|
|
|
|
|
|
|
U01T100
|
90
|
1000
|
1008
|
889
|
856
|
2
|
20
|
60
|
8
|
|
U01T110
|
90
|
1100
|
1100
|
980
|
948
|
2
|
20
|
65
|
10
|
U Series Trailer rings
o Supplied undrilled. (
Applications
o Coated with a protective black rust-proofing paint
- Agricultural steering applications
- Irrigation systems
- Airport luggage trolleys
- Automated packing equipment
- Snow blowers
Assembly of ball turntable bearings
Turntable bearings are supplied undrilled, but must be fixed to the structure by bolts, never by welding. Thrust plates can be welded to the structure to limit radial movement before the trailer ring is finally fitted.
For smooth operation, it is important that the supporting surfaces be as flat and rigid as possible. Ensure that the turntable bearing is supported by the connecting structure over at least 50% of its surface and that the supporting areas are distributed symmetrically in regard to the direction of movement.
Holes should not be drilled in line with the ball loading plug which may be identified by the welding on the raceway of the external ring. The plug should be placed at an angle between 45° and 90° with regard to the direction of movement.
The size of the bolts and the recommended tightening torque values are indicated in the table.
| Series U | Min no of bolts | Bolt size Grade 8.8 | Bolt torque (Nm) |
| L Section | 4 | M12 | 78 |
| N Section <750mm | 6 | M12 - M14 | 78 – 126 |
| N Section >800mm | 6 | M14 - M16 | 126 – 193 |
| P Section | 8 | M14 - M16 | 126 – 193 |
| T Section | 8 | M16 | 193 |
Maintenance of ball turntable bearings
Turntable bearings have grease nipples on the outer surfaces. They leave the factory only lightly greased and it is imperative that customers check that they are adequately lubricated before entering service.
It is good practice to carry out periodic lubrication of the bearing. The frequency of greasing must be adjusted according to working conditions, but on average once a month should be sufficient. As trailer rings are generally unsealed, grease is used as a barrier to contaminant entry.
Grease should be pumped into the bearing until it extrudes or leaks out of the fissure between the two rings. During the greasing operation, allow the turntable bearing to rotate which will purge contaminants and emulsified grease from the bearing.
Any general purpose lithium or lithium-calcium EP2 grease is suitable.
Bolt torques should be checked as part of a routine maintenance schedule, or at least once a month, depending on use.